1.ชี้แจงหลักการเหตุผล
1. เหตุที่ทางโครงการต้องหยุดการเชื่อมไม่สามารถดำเนินการต่อไปในช่วงเวลานั้นเป็นผลจากปัญหาต่างๆหลายประการ ในชนิดรางหัวแข็งซึ่งหาสาเหตุไม่ได้จึงทำให้ต้องมีการหยุดการเชื่อมเพื่อพิจารณาผลที่เกิด และบวกกับรอยเชื่อมบนMain Line มีข้อพร่องในการตัวทั้งMT.และUT.ซึ่งผลก็แสดงผลรอยบ่งชี้ต่างๆว่าตรวจพบ
2. ในโครงการของได้กำหนดการตรวจงานNDT.ไว้ 2 วิธีคือMT./UT. ซึ่งจะต้องผ่านเกณฑ์ทั้ง 2 วิธี ดังนั้นในหลายๆจุดที่ตรวจบนMain Line เป็นจุดที่ตรวจด้วย MT. ไม่ผ่าน
แต่ในรอยเชื่อมที่ตรวจด้วย UT. ผ่าน แบบมีDiscontinuityภายใน ซึ่งก็อยู่ในเกณฑ์ที่ผ่าน แต่ต้องเป็นไปตามสเปกโครงการ เลยทำให้รอยเชื่อมหลายตัวถูกReject ไปเพราะไม่ผ่านทั้ง 2 วิธี
3. จากผลการตรวจรอยเชื่อมที่ทำขึ้นเพื่อนำไปทดสอบกำลัง Slow bending Test และอื่นๆ ในการตรวจพบความผิดปรกตินั้นมีข้อบ่งชี้ที่มันเกิดขึ้นในโครงการหลายครั้ง เช่นการตรวจด้วย ในชนิดรางหัวแข็ง มีการเกิดรอยแตกร้าวขึ้น หรือรอยความไม่ต่อเนื่องเกิดขึ้นและมีผลที่เกิดความไม่ต่อเนื่องภายรอยเชื่อมในเมื่อตรวจด้วยUT. ตามภาพ.

4. รอยเชื่อมต่างๆทั้งรอยเชื่อมตัวอย่างและรอยเชื่อมบนเส้นทางหลักที่เกิดปัญหานั้นทางผู้ตรวจสอบTNG-NDT ไม่ได้ระบุแต่อย่างได้ว่าผงเชื่อมATW มีปัญหา ซึ่งอาจจะเกิดจากการควบคุมขบวนในการเชื่อมที่ผิดพลาดก็เป็นไปได้ทุกกรณีสำหรับการเชื่อมแบบ
5. อย่างไรก็ตามเมื่อผู้ตรวจได้ตรวจพบแล้วที่สิ่งที่ตรวจพบมันคือความผิดปรกติ ที่ต้องหาวิธีแก้ไขให้ตรงจุด ซึ่งถึงแม้ว่าจะตรวจด้วยเครื่องมือชนิดใดแบบใด แต่ผลการทดสอบกำลังไม่ผ่านนั้นไม่ใช่ผลจากความผิดพลาดหรือถูกต้องจากการตรวจด้วย
6. จากความเข้มงวดที่จะต้องตรวจให้ได้ตรวจให้ได้รอยเชื่อมที่ดีที่สุดด้วย/UT.เพื่อจะนำไปกดทดสอบกำลังนั้น ทางTNG-NDT. จึงจะต้องตรวจให้แน่ใจว่ารอยเชื่อมนั้นๆจะต้องไม่มีรอยตำหนิหรือมีน้อยที่สุดที่จะนำไปทดสอบ โดยTNG-NDT ไม่ได้ตีตกรอยเชื่อม Reject ถึงแม้รอยเชื่อมนั้นจะผ่านเกณฑ์ แต่เราให้ความเห็นว่า(ไม่ควรนำไปทดสอบ Slow bending Test )
เพราะจะส่งผลต่อการทดสอบ Slow bending Test ไม่ผ่าน
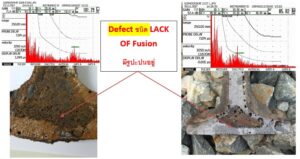
7. จากการเกิดลักษณะตัวบ่งชี้ที่เกิดจากการตรวจนั้นจึงทำให้เกิดตัวบ่งชี้ภายในที่อยู่ในรอยเชื่อมจึงตัวด้วย UT.ด้วยโดยมีผลเกี่ยวข้องกัน ซึ่งจะมีปรากฏการณ์ที่เรียกว่าการเชื่อมไม่ติดบางส่วน (Lack of Fusion)ที่เกิดขึ้นภายในระหว่างเนื้อเชื่อมกับหน้าตัดราง แต่ชนิดของDefect เหล่านี้อาจจะเกิดคู่กันหรือไม่เกิดคู่กันก็ได้ แต่จะต้องผ่านทั้ง 2 Method
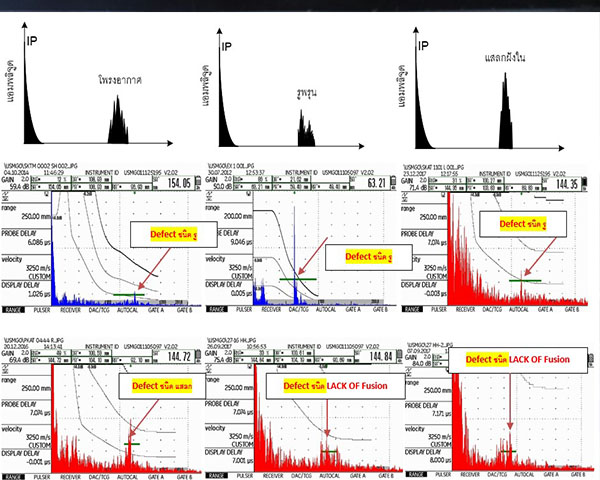
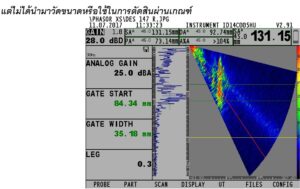
8. การอ่านค่าของหน้าจอ ที่เรียกว่า A-SCAN มีลักษณะของการอ่านรูปแบบตัวบ่งชี้ที่เกิดขึ้นไม่เหมือนกันมีลักษณะต่อไปนี้ซึ่งความผิดพลาดจากการอ่านเครื่องUT.จะอ่านค่าสัญญาณที่ต่ำมากจนทำให้ผู้ตรวจสอบประเมินผลผิดพลาดครั้ง สำหรับTNG-NDT มีประสบการณ์ที่พบDefect เหล่านี้โดยตรงทั้งรอยเชื่อมที่หักเองหรือนำไปกดทดสอบ
จะสังเหตุเห็นว่าค่าสัญญาณที่อ่านได้ตรวจพบรูหรือแสลก สัญญาณจะมีค่าสูงหรือต่ำจะขึ้นอยู่กับขนาดของรู และหน้าจอแบบA-SCAN โหมดนี้คือDAC.จะถูกบังคับให้หาขนาดรูที่สร้างเส้นDAC.ขึ้น ซึ่งสร้างเส้นDAC.จากรู 5 มม. ดังนั้นเครื่องมือจะอ่านรูขนาดต่างๆที่ชัดเจน ส่วน LACK OF Fusion สัญญาณจะต่ำมากเพราะมันไม่ใช่รู หรือในบางตัวตรวจเจอก็อาจจะมีรูปะปนอยู่ใน LACK OF Fusion ได้ Inspector จึงต้องสังเกตและแปลงผลสัญญาณหน้าจอให้ถูกต้อง จะอ่านตีผลว่าสัญญาณไม่เกินเกณฑ์การยอมรับอย่างเดียวไม่ได้ ดังรูป
9. การหลักของ Tandem Probe 45° มีไว้เพื่อควรหารอยเชื่อมที่ไม่ต่อเนื่องที่กั้นระหว่างเนื้อโลหะเชื่อมกับเนื้อหน้าตัดรางที่อยู่ตรงแนวหน้าตัดราง เท่านั้น ดังรูป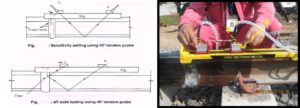 โดยการปล่อยสัญญาณจะหัวหนึ่งไปยังหัวหนึ่ง ซึ่งจะต้องสร้างสัญญาณเทียบขึ้น และเมื่อนำไปตรวจงานจริงเมื่อมีDefect สัญญาณจะต่ำลงไม่ถึงสัญญาณเทียบนั้น โดยหน้าจอA-SCAN จะไม่สามารถอ่านขนาด/ไม่สามารถอ่านระยะตำแหย่งที่เกิด/ไม่สามารถอ่านการวางตัวของDefect และไม่มารถอ่านหาDefectระนาบแนวดิ่งที่อยู่ในมุมอับได้ ดังรูป
โดยการปล่อยสัญญาณจะหัวหนึ่งไปยังหัวหนึ่ง ซึ่งจะต้องสร้างสัญญาณเทียบขึ้น และเมื่อนำไปตรวจงานจริงเมื่อมีDefect สัญญาณจะต่ำลงไม่ถึงสัญญาณเทียบนั้น โดยหน้าจอA-SCAN จะไม่สามารถอ่านขนาด/ไม่สามารถอ่านระยะตำแหย่งที่เกิด/ไม่สามารถอ่านการวางตัวของDefect และไม่มารถอ่านหาDefectระนาบแนวดิ่งที่อยู่ในมุมอับได้ ดังรูป

A Compare for Testing Thermite Welded
10. จากข้อเหตุผลในข้อที่ 9 ความสามรถการใช้งาน สำหรับ Tandem Probe 45° และข้อมูลที่จะต้องลงในรายงานผลเทส ตามแบบฟอร์มที่ทางโรงการนำมาให้ใช้งานจากบริษัท SGS ไม่ได้ระบุค่าผลเทสในรีพอร์ตมา ซึ่งมีแค่ โพรบ 0°/45°/70° เท่านั้น ไม่ได้ระบุให้ลงข้อมูลของ Tandem Probe 45° ดังนั้นทางTNG จึงต้องการยืนยันให้ชัดเจนสำหรับแต่ละจุดเชื่อมให้ชัดเจนว่าในรอยเชื่อมว่ามีDefect ระนาบดิ่งหรือไม่ โดยใช้เครื่องเฟสอาเรย์เพื่อดูรายเอียดในรอยเชื่อมทุกๆรอยซึ่งจะอ่านค่าง่ายและเห็นรูปแบบการวางของของDefectแม่นยำกว่า Tandem Probe 45°
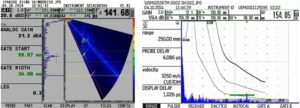
11. สาเหตุที่นำเครื่องเฟสอาเรย์มาใช้ยืนยันแทน Tandem Probe 45°เพราะหน้าจอสามารถแสดงแนวการวางตัวจองDefectในทิศทาง แบบต่างๆได้ครอบคลุมทั้งหมดรอยเชื่อม และในมุมอับมุมแคบที่สามารถตรวจจับเข้าไปถึงได้ ดังรูป

12. เพิ่มเติมด้วยการชี้แจงว่า เครื่อง Ultrasonic Flash Detector: UT. จะแสดงผลหาจอบA-SCAN อย่างเดียว และวัดการอ่านที่80% ของหน้าจอ ส่วนเครื่อง Phase Array Ultrasonic Flash Detector: PAUT.นั้นจะแสดงผล2ส่วน คือA-SCAN และ B-SCAN และวัดการอ่านที่80% ของหน้าจอเช่นกันดัง การอ่านค่าประเมินจะอย่างไรก็มีขนาดที่เท่ากันไม่ว่าจะใช้เครื่องใด
13. เครื่อง Phase Array Ultrasonic Flash Detector: PAUT.นั้น ทางมหาวิทยาลัยเทคโนโลยีพระจอมเกล้าธนบุรี คณะวิศวกรรมศาสตร์ ภาควิชาวิศวกรรมอุตสาหการ โดย รศ.ดร.บวรโชค ผู้พัฒน์. Bovornchok Poopat (Assoc. Prof.) หัวหน้าวิศวกรรมอุตสาหการ / หัวหน้าศูนย์วิจัยและบริการวิศวกรรมการเชื่อม ร่วมกับ TNG Cooperation Co.,Ltd. ได้ร่วมมือในการศึกษาการใช้ Phase Array Ultrasonic Flash Detector เพื่อตรวจทางรถไฟ ให้กับนักศึกษา มีผลการตรวจDefect แบบต่างๆ ได้ค่าและผลทดสอบตรวจขนาด รู แสลก และDefectแบบระนาบได้ผลตามที่ถูกต้องจริงตามขนาดนั้นที่สร้างขึ้น ซึ่งจะแสดงให้เห็นว่าการตรวจด้วยเครื่องมือชนิดใดก็ได้ผลที่หน้าA-SCANขนาดเท่ากัน ส่วนB-SCAN ใช้ดูการวางตัวของDefect และวัดค่าขนาดได้เช่นกัน


